Amélioration de la performance des ateliers centraux
Analyse, problématique et démarche de résolution
Évaluation des causes racines
Encadrement du problème
On déduira les causes majeures de la diminution de la qualité des opérations de la maintenance de la section AMM, ce qui affecte directement la disponibilité des lignes de productions.
– Effet recherché : Diminution de la fiabilité des équipements mécaniques
– Mode opératoire : Regrouper et lister les différents causes majeurs par famille.
• Matériel
• Méthode
• Matière première
• Milieu
• Main d’œuvre
Diagramme Ishikawa :
On remarque que la mauvaise gestion des opérations de maintenance (Interchangeabilité des opérateurs, Perte d’outils, PDR non adaptables, etc…) reste le problème majeur qui diminue la performance de la section AMM. Cela s’explique par l’absence d’une méthode standard de maintenance. L’existence de cette dernière augmentera certainement la performance de la section ACX et de la fiabilité des équipements mécaniques révisés.
Démarche de résolution
Pour fiabiliser le taux de satisfaction il est nécessaire d’augmenter le taux de DI réaliser dans les délais négociée, il faut donc fiabiliser le temps des opérations de la maintenance dans la section AMM, c’est ce qui est traité dans cette partie.
L’outil FAST (Fonctionnel Analyse système technique) permet, à partir d’une fonction de service (but), par un questionnement, d’aboutir aux fonctions techniques et aux solutions constructives associées. A travers cet outil,
Durant cette partie, nous avons effectué une analyse des performances de la section AMM, les résultats obtenus sont traduit sous forme des contraintes problématiques, ainsi que la démarche à suivre pour la résolution.
Solution de gestion proposé
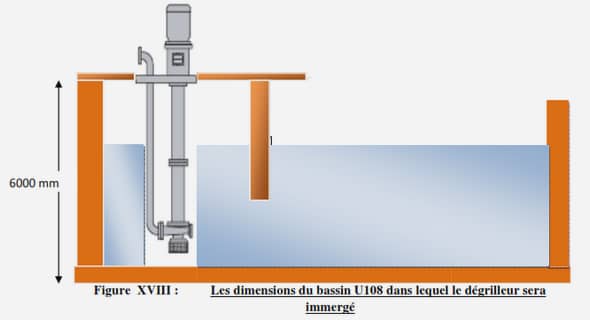
Conception d’une presse hydraulique
Nous avons remarqué une de temps très importante lors des opérations d’extraction des roulements. En fait, cette opération nécessite la contribution de 3 operateurs et un déplacement (aller- retour) vers le poste de l’extraction où il existe une seule presse verticale (200 Tonnes) destinée à plusieurs travaux d’extraction, l’opération prend en moyenne 25 min. Dans cette partie nous allons faire une conception d’une presse hydraulique afin de réduire le temps de l’opération d’extraction et de satisfaire, plus ou moins, le besoin des équipements de l’atelier de la maintenance centralisée.
Analyse des besoins
Identification du client
Avant de passer à la phase de conception, il faut identifier notre client interne pour faire intégrer sa voix pendant notre étude. Nos clients sur lesquels nous nous baserons pour savoir les besoins attendues sont les suivants :
Les Opérateurs.
Les Agents de maintenance.
Les superviseurs
Remarque :
La voix de nos clients externes est exprimée sous forme d’un cahier des charges (satisfaction des clients : le temps de révision et qualité d’expertise) et vu l’expertise du client interne concernant le respect des paramètres, il suffira de se focaliser sur son besoin exprimé, car sa satisfaction implique la satisfaction du client externe.
Brainstorming
Le brainstorming est une technique de résolution créative de problème sous la direction d’un animateur.
L’idée générale de la méthode est la récolte d’idées nombreuses et originales. Deux principes de base définissent le brainstorming : la suspension du jugement et la recherche la plus étendue possible. Ces deux principes de base se traduisent par quatre règles :
– Ne pas critiqué.
– Se laissé aller.
– Rebondir sur les idées exprimées.
– Chercher à obtenir le plus grand nombre d’idées possibles sans imposer ses idées.
Ainsi, les suggestions absurdes et fantaisistes sont admises durant la phase de production et de stimulation mutuelles. En effet, les participants ayant une certaine réserve peuvent alors être incités à s’exprimer, par la dynamique de la formule et les interventions de l’animateur On a appliqué cette méthode pour déterminer les besoins des clients pour diminuer le temps d’arrêt (besoin principale) et amélioré la productivité (besoin secondaire)
• Perte de temps.
• Difficulté d’extraction des roulements.
• Manque de sécurité.
• Diminution de la production.
• Absence de maintenance préventive.
• Main d’ouvre (contribution de plusieurs operateurs).
• Consommation d’énergie.
• Occupe un grand espace (espace insuffisant).
• Paramètre de la presse (la puissance, temps).
• Encombrement.
• Besoin d’une autre presse.
Focus groupe
Un focus group est un type d’entretien de groupe composé par des personnes concernées par une politique de développement ou d’intervention. Il a pour fin d’obtenir des informations relatives à leurs opinions, attitudes et expériences ou encore à expliciter leurs attentes vis-à-vis de cette politique ou intervention
Application de la méthode Focus Groupe :
Permet d’obtenir un produit qui respecte le cahier des charges.
Elimine les problèmes majeurs tels que (perte de temps, difficulté de démontage des arbres et Manque de sécurité).
Ayant une commande facile pour l’utilisateur.
Augmente la productivité.
S’adapte à l’environnement du travail.
Facilite le mode opératoire (automatisé les tâches).
Facile à régler.
Ayant un système de protection.
Facile à maintenir et à manipuler.
Moins d’encombrement.
Ayant une longue durée de vie.
Rigidité.
Moins coûteux.
Diagramme des affinités
Cette opération est faite suite à la session du brainstorming et focus groupe pour bien organiser et regrouper toutes les idées en catégories selon les points communs.
1. Eliminer la perte de temps
• Perte de temps
2. Faciliter l’utilisation
• Main d’ouvre (contribution de plusieurs operateurs).
• Difficulté d’extraction des roulements.
3. Standardiser les paramètres
• Paramètre de la presse (la puissance, temps)
• Consommation d’énergie
4. Faciliter la mise en état du système et programmer sa maintenance
• Absence de maintenance préventive.
• Diminution de la production.
Diagramme KANO
C’est une approche « multidimensionnelle » qui repose sur le postulat que la satisfaction et l’insatisfaction ne reposent pas sur les mêmes types de critère. Le modèle de Kano définit trois types d’attentes clients :
Les attentes de base («must be») : Celles-ci ne sont pas nécessairement énoncées mais causent de l’insatisfaction si ces besoins latents ne sont pas remplis (un mauvais accueil dans un point de vente, la faible autonomie du téléphone mobile, etc.).
Les attentes proportionnelles («more is better») : également dénommées attentes de
performance. Le temps d’attente au service client peut s’analyser ainsi : «moins j’attends, plus je suis satisfait».
Les attentes attractives : Généralement non exprimées, ces attentes apportent un petit plus pour le client et procurent une grande satisfaction. La récompense spontanée de la fidélité d’un client en est un parfait exemple.
Attentes de base :
Extraction des roulements.
Rigidité.
Adaptation à l’environnement.
Protection de l’utilisateur.
Attentes de performance :
Facile à maintenir.
Facile à régler.
Facile à manipuler.
Moins d’encombrement.
Esthétique.
Moins coûteuse.
Facilité du mode opératoire (automatisation des tâches).
Silence et mois vibrante.
Attentes d’excitation :
Facilité du mode opératoire.
Diminuer le temps d’opérations.
Augmenter de la productivité
Analyse fonctionnelle
Méthode RESEAU
C’est la première étape de l’analyse fonctionnelle a pour objectif de formuler toutes les fonctions d’un produit.
R – Recherche intuitive.
E – Examen de l’environnement.
S – Sequential Analysis of functional Element (SAFE).
E – Examen des efforts.
A – Analyse d’un produit de référence.
U – Utilisation des normes et des règlements.