Implémentation et validation expérimentale du modèle global
Implémentation du modèle global de torréfaction en four tournant
Résumé de la structure du modèle
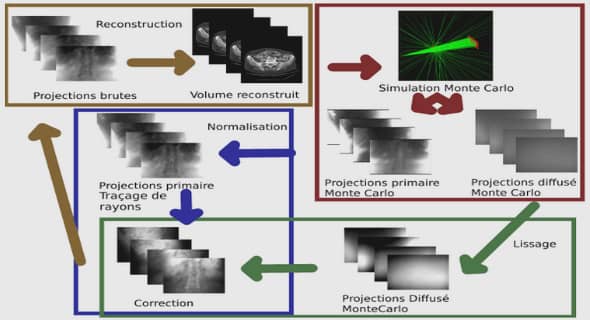
La structure générale du modèle de torréfaction en four tournant est schématisée Figure 78.Les données d’entrée du modèle sont les paramètres opératoires du four (vitesse de rotation, inclinaison et débit d’alimentation), le profil de température estimé de la coquille chauffante, le débit de gaz de balayage et les compositions initiales de la biomasse et du gaz. Le modèle de transport permet le calcul du profil de chargement du cylindre, à partir duquel sont déduites les surfaces d’échange entre les différentes phases. Ces surfaces alimentent le modèle de transferts thermiques qui calcule les températures de la paroi, du lit de plaquettes et du gaz. Ces températures sont également influencées par la vitesse de séchage calculée indépendamment. Enfin, la température du solide est utilisée pour le calcul des constantes cinétiques qui déterminent la vitesse de dégradation de la biomasse. L’énergie dégagée ou consommée par les réactions influence également la température de la phase solide. Il existe théoriquement une interaction entre le modèle cinétique et le modèle de transport via les modifications de la masse volumique apparente et de l’angle de repos dynamique du lit de plaquettes. Comme aucune différence significative n’a été observée à ce niveau entre le bois brut et le bois torréfié, cette interaction est ici inexistante. Le retrait volumique dû au séchage est également négligé. Les grandeurs de sortie du modèle sont : Le profil de chargement du cylindre (évolution de la hauteur du lit de plaquettes), Les profils d’humidité du solide et du gaz le long du four, Les profils de température de la charge solide, de la paroi et du gaz, Les profils de masse volumique des espèces solides et de débit massique des espèces gazeuses. Les résultats qui pourront être comparés aux valeurs expérimentales sont le rendement massique en bois torréfié en sortie du four, calculé à partir des masses volumiques des espèces solides, et la température du lit de plaquettes en 3 points. Les équations prenant en compte l’ensemble de ces phénomènes sont synthétisées dans le Tableau 22 (le détail de la mise en équations est présenté en Annexe §II). Les conditions aux limites sont également données. Il est nécessaire de résoudre simultanément 11 équations différentielles dont 9 sont du premier ordre et 2 du second ordre. La résolution est effectuée avec le logiciel Matlab® à l’aide de la fonction BVP4C évoquée précédemment. Jusqu’ici, la phase gaz était assimilée à un mélange de diazote et d’eau provenant du séchage. Cependant, les propriétés de cette phase étant fortement dépendantes de sa composition, il a été décidé d’affiner cet aspect du modèle comme détaillé ci-dessous.
Évolution des propriétés de la phase gaz
Le modèle de torréfaction en four tournant n’a pas pour objectif de prédire la composition de la phase gaz. Cependant, il apparait important de prendre en compte cette composition pour estimer au mieux les propriétés thermiques du gaz. La méthode adoptée pour calculer ces propriétés est présentée dans cette partie. La phase gaz est constituée du diazote utilisé pour le balayage, de la vapeur d’eau produite par le séchage et des matières volatiles issues de la décomposition de la biomasse. En l’absence de données expérimentales sur la composition de ces matières volatiles, les données ont été extraites de la littérature. En effet, comme précisé au Chapitre 1, Nocquet et al. [18] ont utilisé une biomasse similaire (même essence et même fournisseur), et ont réalisé le bilan des espèces condensables et incondensables produites lors de la torréfaction. Les résultats sont disponibles pour des températures de traitement de 220, 250, 280 et 300 °C. Ici, par souci de simplicité, une moyenne des teneurs en matières volatiles à ces 4 températures a été utilisée. Les valeurs retenues sont présentées dans le Tableau 23.
Ajustement des chaleurs de réaction
Le calcul du terme source 𝜃̇ 𝑠 nécessite de connaître les chaleurs de réaction. En l’absence de consensus quant aux valeurs de ces chaleurs dans la littérature, il a été choisi de les considérer comme des paramètres d’ajustement du modèle. Elles ont donc été déterminées par méthode inverse. D’après l’état de l’art (Chapitre 1 §II.4.1), les réactions menant à la formation de matières volatiles sont endothermiques alors que celles menant à la formation de solide sont exothermiques. Il a donc été décidé de déterminer un couple de chaleurs de réaction (𝛥𝐻𝑀𝑉, 𝛥𝐻𝑆 ) appliquées aux réactions produisant les matières volatiles et le solide respectivement. Selon les notations de l’Équation 91, 𝛥𝐻𝑀𝑉 et 𝛥𝐻𝑆 vérifient l’Équation 94.Deux possibilités étaient envisageables pour l’ajustement de ces chaleurs de réaction : Minimiser l’écart entre les trois températures mesurées expérimentalement et les températures calculées par le modèle, Minimiser l’écart entre les rendements massiques expérimentaux et prédits en sortie du four. Les temps de calcul associés au processus d’optimisation sont très importants en raison des nombreuses itérations (plusieurs centaines, la résolution complète du modèle du four tournant étant réalisée 9 fois pour chacune d’entre elles). La stratégie suivante a donc été adoptée. Plusieurs couples de chaleurs de réaction ont été sélectionnés et évalués dans un processus de type « essais / erreurs ». Il a alors été constaté qu’une bonne précision sur la prédiction des profils de température entrainait une perte considérable de précision sur l’évaluation du rendement. Par contre, lorsque le rendement est choisi comme critère d’optimisation, les profils de températures calculés montrent des écarts acceptables avec l’expérience. Le couple de chaleurs de réaction ainsi choisi, le processus d’optimisation numérique, basé sur la minimisation de l’écart entre les rendements expérimentaux et prédits, a été effectué pour affiner les valeurs optimales des chaleurs. Les valeurs obtenues seront présentées suite à l’étude expérimentale.
Etude expérimentale de la torréfaction de bois humide en four tournant
Choix des paramètres opératoires
La vitesse de rotation, l’inclinaison et le débit d’alimentation ont précédemment été corrélés au temps de séjour et au taux de remplissage moyens. Par conséquent, les paramètres opératoires dont l’influence sera discutée ici sont : Le temps de séjour moyen 𝑡̅ 𝑠 , Le taux de remplissage moyen 𝐻, La température de consigne 𝑇𝑐𝑜𝑛𝑠. Neuf essais, dont les caractéristiques sont présentées dans le Tableau 25, ont été réalisés.L’influence du débit d’azote sur le procédé de torréfaction n’est pas étudiée ici. Un faible débit (800 NL/h) est donc utilisé afin d’éviter l’entrée d’air dans le four. Ce débit est injecté à différentes positions selon la répartition suivante : Trémie d’alimentation : 200 NL/h, Extrémité du couloir vibrant + bride transparente : 400 NL/h, Joint tournant d’entrée : 200 NL/h, Joint tournant de sortie : 200 NL/h. L’azote injecté au niveau du joint tournant de sortie n’est pas comptabilisé comme gaz de balayage car il est évacué directement vers l’oxydateur thermique sans circuler dans le cylindre.
Résultats expérimentaux
Les principaux résultats obtenus lors de ces essais sont également résumés dans le Tableau 25. Le rendement expérimental a été déterminé comme présenté Équation 43 et la température mesurée maximale (ainsi que la position du thermocouple l’ayant mesurée) ont été identifiés au cours du régime permanent. II.2.1. Influence de la température de consigne L’influence de la température de consigne peut être observée en comparant les essais TFT1, TFT2, TFT5 et TFT6. Ces essais ont été réalisés avec des conditions d’écoulement identiques (même temps de séjour et même taux de remplissage) et avec des températures de consigne de 250, 280, 270 et 300 °C respectivement.Les essais TFT1 et TFT2 ont été réalisés consécutivement. L’évolution des températures de la phase solide lors de ces essais est présentée Figure 79.