Classification des alliages de titane
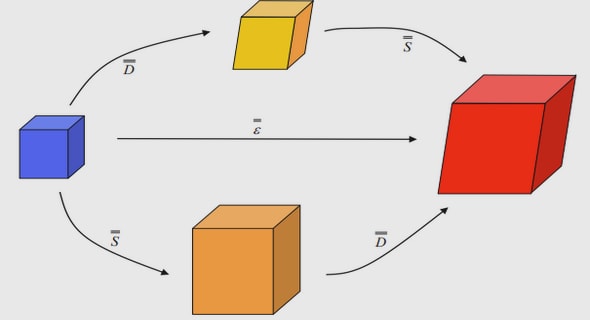
Le titane possède deux phases distinctes avec une transformation allotropique située à 882°C, le transus β. À température ambiante, la phase stable est la phase α hexagonale avec comme paramètre de maille a=0,295 nm et c=0,468 nm comme indiqué sur la figure 1.3. Le rapport c/a est de 1,587 qui est plus petit que la valeur idéale de 1,633 pour une structure hexagonale compacte (Lütjering & Williams, 2007). Pour des températures supérieures au transus β la phase stable est la phase β cubique centré de paramètre a=0,332 nm. Le point de fusion se trouve à 1670°C. La transformation allotropique est displacive et suit les relations d’orientation de Burgers : plans 110 // 0001 et directions ⟨111⟩ // 1120(Burgers, 1934). Elle est schématisée sur la figure 1.4. Le titane est le 22e élément du tableau périodique des éléments, il fait donc partie des métaux de transition. Les éléments d’addition, formant des solutions solides avec le titane par substitution ou par insertion, stabilisent la phase α et sont appelés élément α-gène ou stabilisent la phase β et sont appelés élément β-gène. Les éléments α-gènes augmentent la valeur du transus β tandis que les éléments β-gènes diminuent cette température. Il existe également des éléments neutres qui ne favorisent aucune des deux phases telles que le zirconium et l’étain. La figure 1.5 montre la classification des éléments rencontrés dans les alliages de titane. Pour les éléments β-gènes, on différencie les éléments isomorphes qui sont miscibles en toutes proportions avec la phase β (Hydrogène, Molybdène, Vanadium) et les éléments eutectoïdes pouvant former des précipités (Manganèse, Fer, Chrome) avec des températures eutectoïdes maximales de 333°C (Donachie, 2000).
En général, les alliages de titane sont classés en quatre catégories principales : α, α+β, β métastable et β. Le type de l’alliage se définit en fonction de la concentration en élément stabilisateur comme dans la figure 1.6. Les alliages α possèdent une très faible fraction de phase β à température ambiante et cette fraction augmente avec l’ajout d’éléments β-gènes. L’alliage est alors appelé alliage α+β où une structure très fine (martensitique) peut être présente lors d’une trempe rapide. Les alliages β métastables sont obtenus quand la concentration d’éléments β-gènes est suffisante pour retenir la phase β après la trempe depuis le domaine β. La phase martensitique n’est pas présente pour ces alliages, de même pour les alliages β obtenus avec beaucoup de β stabilisateurs et avec uniquement la phase β stable à la température ambiante. La figure 1.7 représente schématiquement les structures d’équilibre typiques ainsi que les effets sur les principales propriétés d’utilisation des alliages de titane. Les alliages de titane peuvent être également classés en fonction des indicateurs « Aluminium équivalent » (Aleq) et « molybdène équivalent » (Moeq). Ils sont calculés à partir des équations (1.1) et (1.2) et ils permettent de quantifier les différents effets des éléments α et β stabilisateurs (Kitashima & Yamabe-Mitarai, 2016). Un Aleq grand exprime une grande dureté alors qu’un Moeq élevé témoigne d’une grande résistance à la traction (Wagner, Baili & Dessein, 2014). Le tableau 1.1 donne les valeurs pour le Ti-5553 et le Ti-6Al-4V largement employé et la figure 1.8 montre la classification des alliages de titane en fonction de Aleq et Moeq. En général, une valeur de Moeq au-dessus de 10 est nécessaire pour stabiliser la phase β lors de la trempe mais au-dessus de 30 la phase β devient instable à haute température sous contraintes (Bania, 1994).
Influence de la température
Cette section a pour but d’observer l’influence de la température sur la présence de la transformation dynamique. Les essais sont menés à une déformation de 0,6 et une vitesse de déformation de 0,01s-1. La figure 3.4 donne les courbes de contrainte-déformation pour les essais aux 3 températures. La contrainte diminue lorsque la température augmente et on observe un pic de contrainte suivi d’un adoucissement puis d’une augmentation à nouveau de la contrainte. Après 0,1 de déformation l’état quasi stationnaire est atteint. Les fluctuations sont dues à la présence de friction avec les mors qui génère de la contrainte supplémentaire. À partir de ces courbes, la chaleur adiabatique calculée est de 1,5°C à 1000°C, 1,3°C à 1015°C et 1,1°C à 1030°C. La microstructure obtenue après déformation est comparée à celle avant déformation dans la figure 3.5. Ces photos sont prises à la position 2 d’après la figure 3.1.b et montrent un changement de morphologie de la phase alpha primaire. La transformation dynamique est 50 visible pour l’essai à 1030°C mais elle ne l’est pas pour les autres à l’oeil nu. La figure 3.6 rapporte donc les moyennes sur les différentes positions du pourcentage de phase alpha (-2,- 1,0,1,2) pour les essais déformés et ces valeurs sont comparées aux fractions de phase des essais sans déformation. La phase α a diminué à 1015°C et 1030°C ce qui montre la présence de la transformation dynamique.
À l’inverse la phase α a augmenté à 1000°C. De plus le pourcentage de phase transformée est largement inférieur à ce qui a pu être trouvé dans un travail précédent (Jonas et al., 2016) : on obtient une différence de 1,5% à 1015°C et 1030°C pour une différence de 20% à 1000°C et 1025°C. Cela peut s’expliquer par l’utilisation de matériel différent, leurs échantillons étant plus grands pour l’utilisation sur une Gleeble. De plus Jonas et ses collègues ont travaillé à une déformation plus importante. Cependant ce n’est pas compatible avec les résultats obtenus dans ce travail. À 1015°C et 1030°C le pourcentage de phase α est de respectivement 12% et 5%, il est alors impossible d’avoir 20% de phase transformée. On observe également l’évolution de la fraction de αp le long de la zone d’observation, c’està- dire sur toute la tranche de l’échantillon. La figure 3.8 présente la microstructure aux différentes positions pour un essai à 1015°C. On observe pour chaque essai la même tendance sur la figure 3.7 : La fraction de phase α augmente lorsqu’on se rapproche du coeur de l’échantillon. C’est sur les bords que la transformation dynamique semble être la plus présente. D’après la littérature l’augmentation de la déformation favorise la transformation dynamique or ici ce n’est pas le cas : le centre de l’échantillon, où la microstructure subit plus de déformation que prévu, n’a pas de transformation dynamique. Ce résultat peut être relié à la recristallisation dynamique. En effet cette dernière est plus présente au coeur d’un échantillon déformé qu’à sa périphérie.
CONCLUSION
Cette étude a permis de mettre en exergue la différence de comportement de la transformation dynamique au sein d’un alliage de titane IMI 834. L’influence des paramètres usuels en industrie a été observée : Les températures 1015°C et 1030°C ont été favorables à l’observation de la diminution de la phase alpha ; l’augmentation de la déformation ne favorise pas l’apparition de la transformation dynamique à l’inverse du comportement des aciers ou du Ti- 6Al-4V ; l’augmentation de la vitesse de déformation semble favorisait le changement de phase avec toutefois l’existence d’une vitesse critique. Dans les cas favorables, 2% à 4% de transformation dynamique sont observés. Une méthode originale a été mise en place afin d’observer et quantifier l’effet de la transformation dynamique sur un échantillon lors de compression. L’observation de la microstructure le long de la tranche du matériau déformé a montré que la fraction de phase diminue aux bords des échantillons tandis qu’elle est favorisée au coeur. Ce phénomène n’a pas été observé dans les études précédentes disponibles dans la littérature. Un plan factoriel a permis de connaitre par les statistiques les effets et les interactions entre les paramètres. La recristallisation dynamique semble être un phénomène en compétition avec la transformation dynamique au coeur de l’échantillon. L’orientation des grains semble également favorisée la transformation dynamique vers les bords de l’échantillon. Cet effet n’a pas été quantifié dans ce travail. Un modèle statistique a été produit afin de pouvoir prédire la proportion de phase alpha lors de la déformation. Un plan factoriel à deux niveaux ne semble pas suffire pour décrire au mieux l’évolution des fractions de phase dans la microstructure car les équations déterminées surestiment de quelques pourcents le taux de transformation dynamique. Il serait alors intéressant de produire un plan d’expérience à trois niveaux afin d’améliorer les données statistiques.
INTRODUCTION |