CALIBRAGE DU MODELE
Calibrage de l’efficacité des entreprises
Nous avons choisi quatre efficacités possibles pour les entreprises au chapitre I. Chaque classe d’entreprise (A, B, C, D) est définie par un ensemble de valeurs. Ces valeurs sont reprises dans le tableau 19 :
Calibrage des durées de transport
Après étude des différents moyens de transport, nous avons estimé que les temps de transport (express, standard) moyens étaient les suivants en heures (tableau 20) sachant que : – en local, régional et continental, le moyen de transport est le camion, – en global, le moyen de transport est le bateau. Pour chaque mode de transport, il existe un temps d’attente qui correspond à la fréquence de départ de chaque transport. Ces temps en heures sont calculés à partir d’une semaine de 40h. La production est considérée en flux continu. En cas de retard pour les configurations continentale et globale, un mode de transport express en avion est modélisé. Celui-ci est automatiquement choisi si la date de livraison (incluant le transport) n’est pas réalisable Nous estimons que : – les transports locaux sont sujets à une variabilité d’une heure par rapport aux quatre heures totales, – les régionaux ainsi que les transports express d’une demi-journée par rapport à une journée, – les continentaux d’une journée par rapport à une semaine et les globaux d’une semaine par rapport à six semaines. De même, les départs peuvent être décalés – en local, d’une heure pour un départ toutes les quatre heures – en régional, continental et express d’une demi-journée pour un départ tous les jours et tous les deux jours et demi, – en global d’une journée pour un départ toutes les semaines. Les résultats des différents scenarii sont présentés dans les figures 49 à 51.En figure 49, les temps d’attente restent cohérents entre la donnée d’entrée et la donnée de sortie pour les configurations lll et ccc. La donnée d’entrée est le temps d’attente indiqué par les tableaux 20 à 22. La donnée de sortie correspond au temps total d’attente tout au long de la chaîne logistique. Il n’y a pas de discontinuité d’attente : aucune donnée d’entrée n’entraîne une donnée de sortie excessive. Pour un temps d’attente entré de cinq heures pour chaque transport soit quinze heures au maximum pour les trois entreprises, le temps d’attente de sortie est environ de sept heures. Si nous obtenions un chiffre supérieur, nous en conclurions que la production des produits serait décalée par rapport aux temps d’attente (figure 50). En effet, si les produits sont prêts à l’expédition avant le départ des transports, le temps d’attente est acceptable. Si, les produits sont, au contraire, prêts juste après le départ du transport, les temps d’attente sont à leur maximum. C’est alors inacceptable car irréaliste. Pour les configurations rrr et ggg, le modèle atteint ses limites puisque les variations maximales sont respectivement de 7 heures et 36 heures contre des données d’entrée de 3 heures et 24 heures. Par contre, les variations minimales sont acceptables. Nous avons par conséquent réalisé une autre simulation avec une variation de 0.5 heures pour la configuration régionale et de 4 heures pour la configuration globale (figure 51).Les stocks sont directement impactés par les changements de temps dus aux différents scenarii puisque les seuils de passage de commande et les stocks de sécurité sont dimensionnés selon les temps d’attente et de transport pour répondre au critère du taux de service de 100%. A la figure 53, les stocks varient de 4% entre la configuration la plus favorable et la moins favorable pour la configuration locale et de 9% pour la configuration régionale. Pour les configurations continentale et globale, les stocks fluctuent d’environ 9% et 13% entre la configuration la plus favorable et la moins favorable. Les variations sont donc très inférieures aux changements de temps des différents scénarii qui sont de l’ordre de 20%. Nous pouvons donc estimer que le modèle est robuste pour nos données d’entrée. Choisissons à présent le nombre et le temps des réplications.
Nombre et temps des réplications
Nous avons choisi 5 réplications de 40 000 heures soit vingt ans de fonctionnement de la chaîne logistique. Ce choix a été guidé par le fait que moins de cinq réplications était un chiffre trop faible pour effectuer des moyennes mais qu’un chiffre plus élevé n’apportait aucune précision supplémentaire (voir tableau 23). Les résultats sur des configurations homogènes sont réunis dans le tableau 24 : D’après le tableau 23, les variations sont très faibles : nous considérons donc les réplications assez nombreuses et leur durée assez longue pour dépasser la phase transitoire du système et amortir les phénomènes aléatoires. Le tableau 24 montre que dix réplications n’apportent pas de variations plus faibles que cinq au tableau 23. Pour chacune des configurations décrites dans le plan de simulation, nous effectuerons 5 répliques de 40 000 heures chacune.
Synthèse
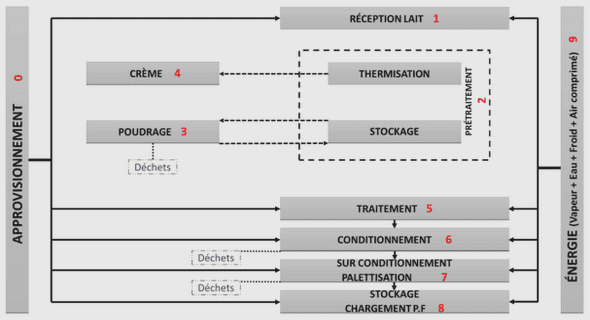
Le modèle de simulation proposé consiste en un fournisseur de matière première, une chaîne logistique composée de trois entreprises et d’un client final. Le fournisseur de matière première est considéré comme un stock infini. Les commandes du client final suivent une loi normale N(50,5). Chaque entreprise comporte: – un système de planification et de contrôle qui gère les achats par la stratégie de réponse à la demande et coordonne les flux selon une stratégie Make To Stock (MTS). La demande finale est directement transformée en ordre de livraison de produits finis. – un système physique composé de : o un module réception, o deux processus en série, transformant les matières premières (MP) en produits semi-finis (PSF) et les PSF en produits finis (PF). Les processus de production sont des lignes de transfert sur lesquelles deux flux de produits sont traités simultanément. Enfin, entre chaque entreprise, un module livraison permet de simuler le transport et les stocks tampons inhérents aux délais de livraison. Ce module est composé de : – une ressource transport qui peut être un camion, un bateau ou un avion, selon la distance entre deux entreprises. Si les produits finis sont en stock, ils sont automatiquement livrés. Sinon, si la date de livraison n’est pas réalisable, une livraison express est ordonnée pour les destinations continentales et globales – des stocks tampons amont et aval qui sont dimensionnés selon la fréquence et le délai de livraison. Un collecteur de données CO2 est relié aux trois modules livraison. Le poids des produits et le nombre de kilomètres parcourus entre deux entreprises permettent de calculer les émissions de CO2 dues au fret. L’Agence De l’Environnement Et de la Maîtrise de l’Energie (ADEME) détermine des émissions moyennes par tonne.km à partir d’émissions par véhicule.km et d’une estimation de poids transportés par véhicule. Les émissions dues au stockage représentent l’empreinte carbone en kgCO2 par m² de la construction d’un hangar de stockage. Toutes ces données proviennent de l’ADEME. Une bibliothèque de données a été créée pour construire les trois maillons de la chaîne. Des paramètres réels de fabrication sont utilisés pour construire cette bibliothèque de manière réaliste. Les données proviennent de l’entreprise Carrier et du secteur plasturgique. Plus généralement, les entreprises ont été classées selon trois attributs : taux de rendement synthétique (TRS), localisation et type de produit fabriqué : – Le modèle utilise un indicateur de TRS pour classer les systèmes industriels selon leur niveau d’efficience. Il est défini comme suit : TRS = Disponibilité × Performance × Qualité. La Disponibilité est mesurée en temps d’arrêt de production. La Performance est évaluée à partir des pertes de productivité. Enfin, la Qualité est définie en pourcentage de rebuts. Le TRS est un indicateur généralisé, facile à calculer pour les entreprises et offre une évaluation globale du processus de production. De plus, le TRS peut être implémenté facilement comme paramètre de simulation (cadences, pannes, taux de rebuts, temps de réglage). Le TRS varie aléatoirement selon les instances de simulations mais est compris entre 90% et 99% pour une A, 80% et 89% pour une B, 70% et 79% pour une C et entre 60% et 69% pour une D. – Les produits sont envoyés d’une entreprise à l’autre par bateau, par camion ou par combinaison de ces trois modes de transport. Pour les destinations locale, régionale ou continentale, le mode de transport est le camion ; pour la destination globale le bateau. L’avion sera employé pour les transports continentaux ou globaux express. Pour calculer les émissions de CO2, nous devons modéliser la distance entre deux compagnies et estimer le poids et l’encombrement des produits. Les émissions dépendent du poids transporté, du mode de transport utilisé, de la distance parcourue et de l’encombrement de stockage. En effet, l’unité des émissions de CO2 est g ou kg par m² ou tonne.km. D’abord, la distance entre deux maillons de la chaîne logistique est définie selon quatre possibilités : locale, régionale, continentale ou globale. Dans le module livraison, en cas de retard, un mode de transport express en avion est modélisé. Celui-ci est automatiquement choisi si la date de livraison (incluant le transport) n’est pas réalisable. – Nous avons ordonné les produits en quatre classes selon les attributs suivants : lourd/léger, encombrant/non encombrant. Les produits seront illustrés par les données de Carrier pour trois d’entre-deux. Le produit encombrant mais léger sera instancié par des données du secteur de la plasturgie. Avant de commencer la simulation, la chaîne logistique doit être configurée. Ajouter un type d’entreprise revient à choisir dans la bibliothèque : une localisation (l, r, c ou g), un type de produit (1, 2, 3, 4) et une efficience (A, B, C, D). Par conséquent, les trois maillons ont des profils différents. Une fois les informations extraites de la bibliothèque, le modèle est automatiquement formé. Le logiciel de simulation ARENA est utilisé. Les processus de production, de réglage, de changement d’outillage suivent une loi triangulaire. La disponibilité est ajustée via les pannes qui sont modélisées par une fonction exponentielle. Cette dernière représente les temps moyens entre les pannes, les réparations et les réglages. La performance est réglée selon les cadences des machines. Tous ces paramètres sont fixés pour atteindre le taux d’efficience requis pour le cas étudié. Après avoir rentré ces variables dans le profil de l’entreprise, les variables de commande comme le point de pénétration de la commande et la taille de lots sont calibrées. Dans notre approche, les stocks sont calibrés pour un taux de service de 100% et des transports express sont modélisés en dernier recours. Cinq simulations de 40 000 heures chacune sont effectuées pour chaque configuration. Les campagnes de simulations sont donc suffisamment nombreuses et longues pour dépasser la phase transitoire du système et se prémunir de phénomènes aberrants.