Contributions méthodologiques à l’éco-conception des convertisseurs électromagnétiques d’énergie
Considérations sur l’éco-conception dans le Génie Electrique Introduction
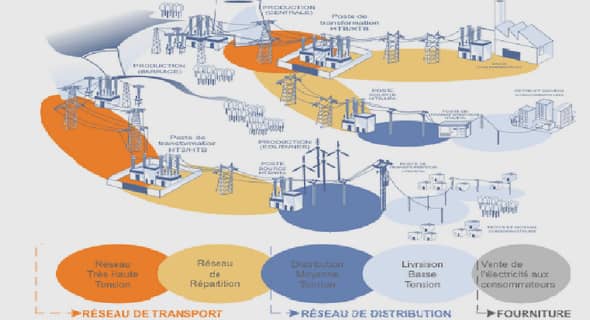
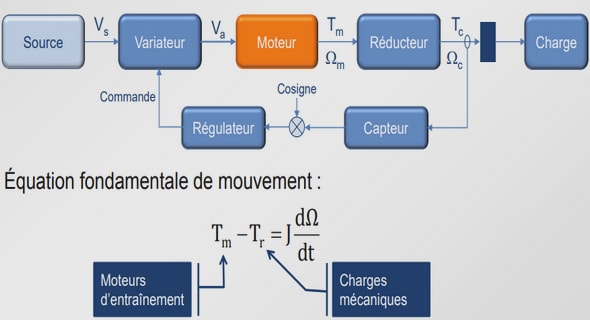
La conception optimale de convertisseurs électromagnétiques repose essentiellement sur des critères technico-économiques qui ont pour but par exemple de minimiser la masse ou l’encombrement, de maximiser le rendement en fonctionnement, etc. Ces objectifs sont tout à fait viables dans l’optique d’une démarche industrielle de rentabilisation économique. Cependant, la recherche d’un développement industriel durable, motivée d’une part par la demande de produits à meilleure gestion environnementale et d’autre part par la mise en place d’un système de normes internationales (série des normes ISO 14000 [ISO96]) conduit de plus en plus d’entreprises à consentir une démarche conceptuelle de production à moindres impacts environnementaux. L’espoir de retombées lucratives reste bien sûr la motivation principale des produits vendus comme « éco-conçus » toutefois nous ne pouvons que nous féliciter de l’apparition progressive de réelles visions écologiques à moyen puis long terme dans la conception de composants industriels [NW02] notamment, en ce qui concerne ce mémoire de thèse, dans le domaine du Génie Electrique. Considérer les impacts environnementaux d’un produit non plus comme contrainte, mais comme objectifs de conception implique une nouvelle définition des critères de concep47 48 Chapitre 2 – Considérations sur l’éco-conception dans le Génie Electrique tion. En effet, la réduction effective des impacts environnementaux d’un système nécessite leur prise en compte dès la conception. Ce ou ces critères supplémentaires complexifient un peu plus la conception dans un domaine où les technologies envisageables sont multiples et les applications d’une grande diversité. De plus, l’analyse des impacts environnementaux (complète ou partielle) représente à elle seule un potentiel de complexité non négligeable. Les composants du Génie Electrique font déjà l’objet d’analyses sur cycle de vie. Ainsi le management environnemental s’étend désormais aux composants électriques de la téléphonie mobile [AAL05] aux batteries électrochimiques [RK02, Ryd01], aux métaux ferreux ou non [HKLM04, Mar06] ainsi qu’à leurs chaines de production [TK05] ou à des secteurs miniers complets [vB07b]. Les systèmes de stockage [DK04, RS05], de production [BPRB04, RRM99, KTOH04, AM98, Als00] et de conversion d’énergie [TSO99] sont aussi étudiés. Enfin les fabricants du Génie Electrique [TSK06] proposent également des écobilans plus ou moins détaillés de certains de leurs produits [ABB03b] tout comme les grands groupes de l’énergie [LCF09, WMC+09, SCH06]. En tant que premiers écobilans, ces analyses sur cycle de vie représentent les fondements des futures études d’éco-conceptions. Du fait de leur complexité, les systèmes électriques et électrotechniques sont majoritairement conçus sur la base d’un processus d’amélioration continue. L’environnement reste dès lors un critère secondaire d’optimisation intervenant après coup dans la démarche de conception. Il s’agit, dans ces travaux, de placer l’environnement et plus spécifiquement le cycle de vie du composant électrotechnique au centre des préoccupations de conception [TBB06, Tra09, LMM07]. La problématique principale de l’éco-conception consiste à considérer l’ensemble des étapes par lesquelles transite le produit durant sa vie : nous parlons alors de conception sur cycle de vie. La plupart des composants du Génie Electrique ont un fonctionnement qui se présente sous forme de cycles plus ou moins complexes. Ainsi, avant même d’envisager la problématique d’une conception sur cycle de vie, nous envisageons une problématique qui lui est intrinsèque, celle d’une conception sur cycles. En effet, une optimisation sur cycles présente déjà plusieurs difficultés. Il apparait notamment avec la prise en compte du cycle de fonctionnement la nécessité de simulations temporelles et statistiques, des problèmes de vieillissement, etc. Aux spécificités d’une optimisation sur cycles s’ajoutent celles d’une optimisation sur cycle de vie. La conception sur cycle de vie nécessite ainsi des méthodologies spécifiques dont nous développons ici les principaux points. 1. Diversités d’applications L’éco-conception est une problématique récente que les entreprises commencent à prendre en compte afin d’en tirer un avantage concurrentiel. Considérer le cycle de vie d’un produit dès sa phase de conception nécessite une organisation spécifique à développer au sein des équipes de conception dans le but d’acquérir les compétences nécessaires. Chapitre 2 – Considérations sur l’éco-conception dans le Génie Electrique 49 Il s’agit en effet de construire une cohérence entre le processus de conception et les outils à disposition de ces équipes [Jan00]. Il faut notamment identifier les principaux enjeux que représente une démarche d’éco-conception, rechercher les outils disponibles et modifier la démarche de conception classique afin qu’elle puisse être étendue à des critères environnementaux. Une des premières démarches à effectuer est d’estimer dans quelles mesures les impacts environnementaux cumulés par le composant durant son cycle de vie influent sur sa conception. Un composant étant conçu pour un service utile donné, c’est par la définition de son utilisation que cette première sélection s’opère. Nous proposons ci-dessous une catégorisation mettant en exergue les principales applications pour lesquelles une méthode d’éco-conception a le potentiel d’être la plus performante. Ratio de charge brefs ou prolongés – Une première différenciation se fait sur le rapport de la durée de sollicitation de la machine sur sa durée de vie. En effet, à puissance égale, suivant que le ratio entre la durée de fonctionnement et la durée d’inactivité est élevé ou faible, les moteurs présentent des pertes cumulées qui peuvent être importantes ou plus faibles. Ainsi une machine dont les pertes de fonctionnement présentent des impacts environnementaux prépondérants devant ceux des autres phases de son cycle de vie ne nécessite pas une optimisation sur cycle de vie. Petite ou grande série – Une seconde différenciation se fait sur les volumes de production. Les régimes de standardisation extrêmes limitent les impacts environnementaux de la production. Ainsi les moteurs produits en très grande série sont pratiquement vendus au poids, soulignant la prépondérance des coûts d’extraction des matières premières devant ceux de production (dans ce cas, les coûts environnementaux rejoignent les coûts économiques). Application fixe ou embarquée – Une troisième différenciation se fait sur les conditions d’utilisation de l’application. En effet, dans le cas d’une application embarquée, la minimisation de la masse ou de l’encombrement prennent une importance critique devant les considérations environnementales. Dans ce cas, il faut de plus différencier les machines de traction des simples accessoires. De fait, la masse du moteur de traction a un impact sur sa consommation, couplage qui n’apparait pas dans la conception d’accessoires (essuie-glace, ventilation, etc.). L’importance des critères environnementaux est donc particulièrement liée au service utile fourni par la machine électrique. Ce type de classification est spécifique aux produits consommateurs d’énergie qui ne sont pas passifs vis-à-vis de l’environnement. En effet, la minimisation des impacts environnementaux d’un produit strictement passif lors de son utilisation est plus directement liée à la minimisation de sa masse. Enfin l’éco-conception d’un moteur ne doit pas faire oublier l’application à laquelle il est destiné. Apparaissent dès lors les étages d’alimentation (convertisseur statique, batteries, etc.) de transmission de la puissance (réducteur, liaisons mécaniques, etc.) et les 50 Chapitre 2 – Considérations sur l’éco-conception dans le Génie Electrique fonctions mécaniques de la machine (carter, roulements, etc.). Comme nous allons le voir au Chapitre 4, certaines applications permettent de découpler la conception des partie active du moteur de celle des composants annexes. Il s’agit dans notre cas d’un moteur de grande série de construction modulaire dont chaque élément bénéficie d’une optimisation séparée. Le découplage du composant électrotechnique et de son application n’est naturellement pas tout le temps possible. 2. Moteurs à haut rendements En France, comme en Europe, les systèmes à moteurs électriques représentent environ les deux tiers de la consommation industrielle d’électricité. En France, cela représente 90 TWh par an à comparer aux 0 TWh consommés annuellement dans l’industrie française, conduisant à l’émission chaque année 37 millions de tonnes de CO2 [ABB07]. De ce fait, les moteurs électriques peuvent jouer un rôle significatif dans les initiatives de réduction des consommations énergétiques et des émissions de CO2. Un programme européen a été lancé sous le nom de Motor Challenge [PMC06] accompagné par l’ADEME en France, pour soutenir l’amélioration de l’efficacité énergétique dans le secteur de l’industrie des systèmes consommateurs d’énergie [PEC05], incluant notamment les systèmes d’entraînement par moteurs électriques. Ce programme, orienté vers l’utilisation performante de l’électricité dans l’industrie, concerne tous les systèmes à moteurs électriques pour lesquels il a été démontré qu’il existe un potentiel significatif d’économies d’énergies. Ce programme évolue à présent vers une harmonisation des méthodes de mesure des rendements afin de comparer plus facilement les moteurs de différents constructeurs [IPP]. Une initiative similaire existe pour les transformateurs de distribution [SEE08]. La répartition des consommations des systèmes motorisés dans l’industrie est proposée à la Figure 2.1 et la part des phases d’installation, d’utilisation et de maintenance typiques à la Figure 2.2. Autre : 37 % Systèmes de Ventilation : 37 % Systèmes de Pompage : 30 % Systèmes à air comprimé : 20 % Figure 2.1 – Répartition des consommations des systèmes motorisés dans l’industrie [PMC06]. Systèmes à air comprimé 13 % 75 % % Entrainements par moteur électrique 2,5 % 96 % 1,5 % Systèmes de pompage 85 % 5 % 10 % Figure 2.2 – Part énergétique de l’installation (section sombre), de la maintenance (section claire) et de la phase d’utilisation (section grisée) dans la consommations des systèmes motorisés de l’industrie [PMC06]. Des essais réalisés dans l’industrie des procédés indiquent que de nombreux moteurs fonctionnent en moyenne à seulement 50 à 60 % de leur charge nominale au détriment de leur rendement (à charge partielle). Adapter la conception du moteur à son cycle de fonctionnement évite de le surdimensionner. En remplaçant des moteurs en sous-charge par des moteurs plus petits et à haut rendement le gain environnemental peut s’avérer significatif. Notons que le surcout d’achat d’un moteur à haut rendement varie de 5 à 7 % pour les moteurs de grosses puissance et 15 à 20 % pour ceux de petites puissances [ABB07]. L’amélioration du rendement en fonctionnement passe par l’identification précise des pertes de fonctionnement et des possibilités d’action en vue de leur diminution. Dans l’optique d’une production de moteurs présentant de meilleures performances, il existe des solutions de construction simples pour diminuer ces pertes. – acier de meilleure qualité et réduction des niveaux d’induction magnétique, – organes de roulement et garnitures d’étanchéité plus performants, – sections d’encoche et bobinage optimisés. Il est de même possible d’améliorer les performances d’une machine en optimisant son refroidissement [YJK02]. Cependant, le surcout environnemental d’une infrastructure de refroidissement complexe n’est pas intéressant dans le cas d’un système dont l’utilisation se fait sur des régimes thermiques courts. En raisonnant sur cycle de vie, appliquer uniquement les règles de diminution des pertes de fonctionnement peut entrainer une augmentation des coûts des autres étapes du cycle de vie. D’après les chiffres proposés dans la Table 2.2, les moteurs utilisés en permanence dans les industries concernées par le Motor Challenge peuvent être optimisés sur leur seule phase de fonctionnement. Comme nous allons le voir, notamment au Chapitre 4, ce n’est pas le cas des applications motorisées grand public. La différence se fait ici sur le ratio fonctionnement-inactivité (applications de durées d’usage intermédiaires, comme les lèves-vitres, volets roulants, etc.).
Production
Différentes solutions technologiques peuvent être envisagées lors de la conception de machines électriques Ces choix technologiques ont des impacts environnementaux variés, ayant une action plus spécifiquement sur la phase de production et de recyclage du composant. Notons que l’optimisation sur critères d’éco-conception des procédés de production est envisagée comme un domaine d’optimisation spécifique, que ce soit de manière théorique [HP05] ou à partir d’écobilans [TK05]. En effet, l’étude n’inclut pas le produit conçu. Nous ne traitons pas de cette problématique ici. Améliorer les performances d’utilisation sans dégrader les performances environnementales peut s’obtenir par l’intermédiaire d’autres caractéristiques physiques. Il est dès lors envisagé l’utilisation de différents matériaux. Ainsi il est possible de changer le cuivre des bobinages par de l’aluminium [Deb82] ou de changer les tôles du circuit magnétique par des composés à base de poudre de fer [CVCF04]. Nous verrons dans la suite du manuscrit qu’il ne s’agit pas d’un changement bénéfique pour les cas d’études proposés dans la seconde partie, comme nous pouvons en avoir l’intuition à partir des données proposées dans la Table 3.1, page 76. De même, l’utilisation d’aimants permanents peut apporter des gains de performances environnementales. Notons qu’à ce jour, nous n’avons pas trouvé de données environnementales sur les différentes technologies d’aimants ni sur les poudres de fer.
Recyclage
Les matériaux
Le recyclage des métaux permet à une large part des métaux déjà produits de rester en service sur des cycles d’usages multiples. Une étude de l’International Council on Mining & Metals [ICM] réalisée en 2006 concernant l’aluminium montre par exemple qu’environ 75 % des 678 millions de tonnes d’aluminium produites dans le monde depuis 1888 est encore utilisée [vB07a]. L’utilisation de matière première de seconde main présente des avantages environnementaux multiples. Tout d’abord, la valeur intrinsèque du métal est préservée, évitant l’extraction de minerai nouveau. En effet, il faut 6,5 tonnes de bauxite pour produire une tonne d’aluminium, 140 tonnes de minerai pour une tonne de cuivre et 1,6 tonne de minerai pour une tonne de fer. De plus, la production de métal secondaire est moins consommatrice d’énergie que la production de métal primaire. La réduction du coût énergétique de production est par exemple de 80 % pour l’aluminium et 60 % pour l’acier dans les données utilisées pour les simulations des chapitres suivants [BP0]. Chapitre 2 – Considérations sur l’éco-conception dans le Génie Electrique 53 Selon une étude réalisée par le Mining, Minerals and Sustainable Development [MMS] en 2002, la part de cuivre recyclé est de 35 % du cuivre utilisé à l’échelle mondiale. Cette part est de 29 % pour l’aluminium. Pour l’acier, cette valeur est comprise entre 46 et 79 % suivant le pays considéré [vB07a]. Malgré la connaissance de lignes de conduites pour un meilleur taux de recyclage des métaux [Ath07] il existe des limitations à leur recyclage. Tout d’abord les produits complexes ne peuvent être démontés et réutilisés en totalité. En effet, les combinaisons de métaux qui apparaissent lors des récupérations ne sont pas celles présentes dans les composés métalliques obtenus dans les chaines de production et processus de raffinages classiques. De plus, il existe un temps de latence entre la production de matière première issue de minerai et sa réapparition dans le circuit de recyclage. Ce temps varie suivant l’application dans laquelle le matériau est utilisé, ne permettant pas d’obtenir une estimation précise du tonnage de matières premières de seconde main disponibles sur une longue période, comme elle peut être définie dans le cadre d’une étude d’éco-conception. Nous présentons dans la Table 2.1 les estimations des durées de vie du cuivre, de l’aluminium et du fer dans différentes applications avec leur réapparition dans les filières de recyclage. Du point de vue français, l’observatoire statistique de la Fédération des Entreprises du Recyclage [FED] propose chaque trimestre une analyse du marché français du recyclage et de la revalorisation. En 2008, le marché de la ferraille représente 3,96 milliard d’euros avec une moyenne de 15 millions de tonnes collectées et produites (dont 10 millions de tonnes commercialisées en France et 4,6 millions de tonnes exportées). Celui des matériaux non ferreux représente 4,06 milliards d’euros avec une moyenne de 1.7 millions de tonnes collectées et produites (dont 1,2 millions de tonnes commercialisées en France et 0,5 millions de tonnes exportées). Dans ces deux secteurs, la différence entre production et collecte est très faible c’est-à-dire qu’il n’y a pas de pertes de matière lors des récupérations. 4.2 Les composants du Génie Electrique Identifier les points faibles de recyclabilité d’un produit dès sa conception permet l’amélioration de ses performances environnementales. Il existe désormais des méthodes d’indicateurs multicritères témoins de l’adéquation du produit avec le système de valorisation [Hao06]. Différents scénarios de valorisation peuvent être envisagés, y compris des méthodes prospectives. L’application de ces méthodes est pas exemple menée par la combinaison des modélisations de procédés élémentaires lors de la modélisation du système complet [Mat02]. Plusieurs alternatives sont envisageables lorsqu’un convertisseur d’énergie arrive en fin de vie ou présente une défaillance. La solution la plus simple consiste en une réparation, qui peut aller jusqu’à un rebobinage complet du composant. Dans le cas de machines électriques ou transformateurs de très forte puissance notamment, les coûts d’installation et de remplacement sont suffisamment élevés pour justifier de telles pratiques et permettent d’allonger une durée de vie de plusieurs années.
Introduction générale |